1、 仪器的调整:
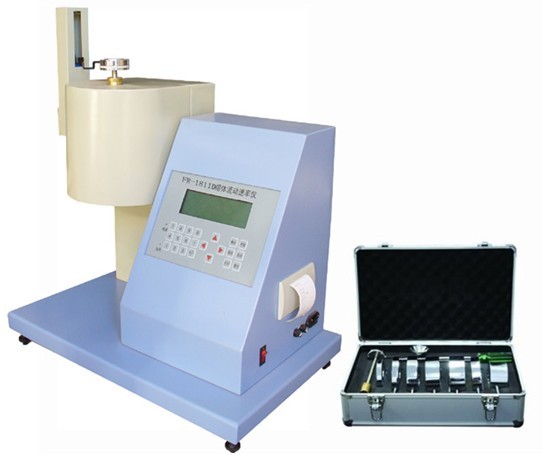
A:仪器拆箱后,按装箱单及附图一所注明的名称、数量清点与检查仪器是否完好,技术文件、附件是否齐全,待检查无损、无误后再将仪器擦干净,放在较稳固的工作台上。
B:把联接口模挡板的推拉杆(附图二序号1)向炉体内推入,从料筒的上端口向下看去,可看到口模挡板已将料筒下端口径挡住约三分之一。放入口模。并用装料杆(附图一序号6)将其压到与口模挡板接触为止。
C:把水准仪支架(附图一 序号1)从料筒的上端口插入料筒,以水准泡为准,调节底座下面的四个调节螺钉(附图二 序号6),使料筒达到铅垂状态(注:意即水准仪上的气泡处于正中位置)。随后取下水准仪。
2、 仪器使用:
(1) 将活塞杆(组合件附图一 序号9)从料筒的上端口放入料筒中。
插上电源插头,打开控制面板上电源开关,电源指示灯亮。液晶显示器显示的内容为开机后初始页〈图1〉

开机后初始页〈图1〉
(2)按“菜单”键液晶显示器显示的内容为菜单页〈图2〉
1试验参数设置
2试验主页
3试验机修正
按数字键1-3选择 |
菜单页〈图2〉
(3)按数字“1”键,按“确认”键,液晶显示器显示的
内容为试验参数设定页〈图3〉
1.θ∶ ℃
2.t∶ S
3.d∶
4.m∶ kg
5.f :Auto
按数字键1-4选择 |
试验参数设定页〈图3〉
(4)根据附表一、附表二找出对应材料的实验条件( 即料筒中样品质量g,挤出物切断时间间隔 s,试验温度θ(℃)与标称负荷mnom(kg)
(5)以MABS为例进行试验参数设定,MABS的实验温度为220℃,标
称负荷mnom为10.00 kg。在试验参数设定页〈图3〉下按下“1”键,数字键1反白显示,它表示选择温度设定项。通过数字键输入220,按下“确认”键;再按下数字键2,数字键2反白显示,它表示选择刮料间隔时间设定项。输入刮料间隔时间30秒(注:不同材料的刮料间隔时间可能不一样,先试
一下,若料段长度小于10毫米则刮料间隔时间较短,若料段长度大于20毫米则刮料间隔时间较长,适合的刮料间隔时间是料段长度在10―20毫米之间。);按下数字键3,数字键3反白显示,它表示选择取样次数设定项。通过数字键输入5,按下“确认”键;按下数字键4,数字键4反白显示,它表示选择加载负荷设定项。通过数字键输入10.00,按下“确认”键。综上所述1为试验温度220℃、2为刮料间隔时间30秒、3为取样次数5次、4为加载负荷10.00 kg,输入完成后试验参数设定页〈图3〉显示如下:
1.θ∶ 220℃
2.t∶ 30 S
3.d∶5
4.m∶ 10.00 kg
5.f :Auto
按数字键1-4选择 |
(6)按“菜单”键液晶显示器显示的内容如下:
1试验参数设置
2试验主页
3试验机修正
按数字键1-3选择 |
(7)按下数字键2,仪器显示界面进入试验主页(图4)
温度: ℃
时间: S
m1: g
MF: g/10min
往返距离修正值:1.0000
加载力值修正值:1.0000
力值精度修正值:1.0000
年: 月: 日:
时: 分: 秒:
速 度: mm/min 试样号:
X坐标: N
Y坐标: mm |
试验主页(图4)
温度: 22.0℃
时间: S
m1: g
MF: g/10min
往返距离修正值:1.0000
加载力值修正值:1.0000
力值精度修正值:1.0000
年: 月: 日:
时: 分: 秒:
速 度: mm/min 试样号:
X坐标: N
Y坐标: mm |
(8)按下“启动”键,仪器将开始加热并按设定恒温点来实现恒温过程。加热过程中仪器面板上有加热指示。液晶显示器显示的内容如下:
(时间为当时时间,温度为炉体内现在温度,从开始升温到恒温大约为45分钟)恒温示意图如下:
(9)待仪器恒温15分钟后,带上手套(防止烫伤)取出活塞杆(组合
件附图一 序号9)。
(10)将事先准备好的试样用装料斗(附图一序号6)和装料杆(附图
一 序号5)逐次装入并压实在料筒中,全过程要在1分钟内完成。然后,将活塞杆(组合件附图一序号9)重新放入料筒中,4分钟后,即可把标准规定的试验负荷加到活塞上。10.000 kg=(0.325+5号4.675砝码+6号5.000砝码),待活塞杆(组合件附图一序号9)下环线与铜套上平面相平时按“开始”键,液晶屏显示的时间自动计时,到设定时间后切刀自动转动切料,用取样盘接住切下来的料,取出3段放在精度为1‰克的天平上称出并计算平均质量。例如每30秒钟切取一段,各段质量的结果是:0.081克、0.086克、0.082克、
切断的平均质量m=(0.081+0.086+0.082)÷3=0.083 (克)
通过数字键输入0.083则液晶显示器显示的内容如下:
温度: 220℃
时间: 30 S
m1: 0.083g
MF: g/10min
往返距离修正值:1.0000
加载力值修正值:1.0000
力值精度修正值:1.0000
年: 月: 日:
时: 分: 秒:
速 度: mm/min 试样号:
X坐标: N
Y坐标: mm |
温度: 220℃
时间: 30 S
m1: 0.083g
MF: 1.6600 g/10min
往返距离修正值:1.0000
加载力值修正值:1.0000
力值精度修正值:1.0000
年: 月: 日:
时: 分: 秒:
速 度: mm/min 试样号:
X坐标: N
Y坐标: mm |
(11)按“确认”键则液晶显示器显示的内容如下:
(12)按“打印”键从打印机打印出试验报告。
先将切下的试样称一下,然后按公式
W
MFR=--------------- ×600计算
t
(13)待料筒内的料全部挤出后,带上准备好的手套(防止烫伤)取下
砝码和活塞杆(组合件附图一序号9)
(14)把联接口模挡板的推拉杆(附图二序号1)向炉体外侧拉出,用
装料杆(附图一 序号5)向下把口模顶出,用口模清理棒(附图一 序号2)清除口模孔里的试验料,直到干净为止。同时把活塞杆(组合件附图一序号9)、装料杆(附图一 序号5)擦拭干净。
(15)用洁净的白纱布,绕在料筒清洗杆(附图一序号4)上,趁热擦
拭料筒,擦干净为止。
(16)把联接口模挡板的推拉杆(附图二序号1)向炉体内推入,从料
筒的上端口向下看去,可看到口模挡板已将料筒下端口径挡住约三分之一。放入口模。并用装料杆(附图一序号5)将其压到与口模挡板接触为止。将活塞杆(组合件附图一 序号9)从料筒的上端口放入料筒中。
继续试验从五、仪器的安装与使用―2―(10)开始,做其他材料请按下“复位”键后从五、仪器的安装与使用―2开始
至此,试验完毕。
(17)关闭仪器电源,拔下电源插头。
六、注意事项:
1、单相电源插座必须有接地线孔,并可靠接地。
2、液晶显示器上若出现异常显示时,应按复位钮后,重新设定试验温度,并启动工作。
3、正常工作中,若炉温大于450℃,则软件保护,中断加热,并发出报警。
4、异常现象发生,如不能控温,不能显示等,应关机,进行检修
5、清洗活塞杆时,不能用硬物刮削。



















 QQ客服
QQ客服